
技術紹介 TECHNOLOGY
- TOP
- 技術紹介
 研究開発
研究開発
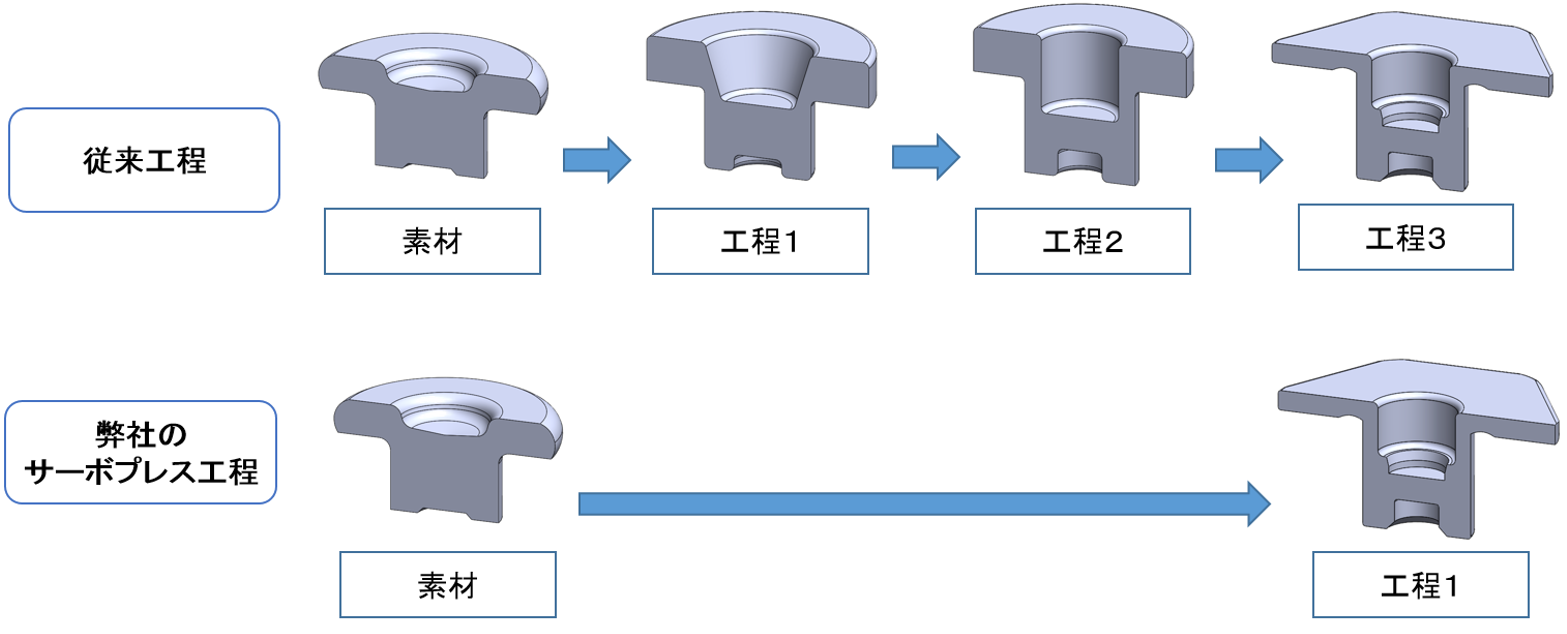
特殊サーボプレス機による工程短縮
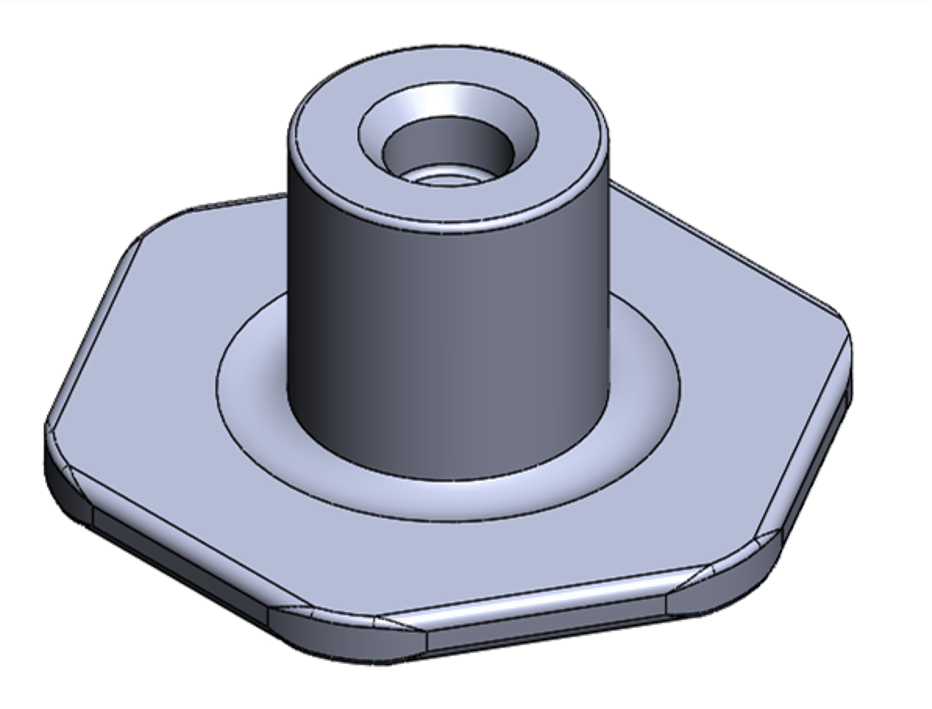 右写真のような形状を成形する際、従来技術では3工程の1000ton級トランスファープレスがなければ行う事ができませんでした。
右写真のような形状を成形する際、従来技術では3工程の1000ton級トランスファープレスがなければ行う事ができませんでした。しかし、弊社の特殊630tonサーボプレスでは、加工速度と背圧の制御をする成形により、従来技術では3工程かかった工程を1工程に短縮する事ができました。
それにより金型費を大幅に削減し、製品のコストダウンを実現しました。
本事例は日本鍛圧機械工業会より『2012-13 MF技術大賞』を受賞。
冷間鍛造によるヘリカルギヤの成形(1)
 現在、ヘリカルギアは自動車の重要な機械要素部品であるが、 従来のヘリカルギヤは切削加工が必要なため多品種への安価な対応が困難でした。また近年、多軸制御油圧プレスによる冷間鍛造法が出現していますが、高価な制御・駆動システムが必要なうえ、生産性が悪いというのが現状です。
現在、ヘリカルギアは自動車の重要な機械要素部品であるが、 従来のヘリカルギヤは切削加工が必要なため多品種への安価な対応が困難でした。また近年、多軸制御油圧プレスによる冷間鍛造法が出現していますが、高価な制御・駆動システムが必要なうえ、生産性が悪いというのが現状です。しかし、弊社の特殊630tonサーボプレスによる成形では、従来の冷間鍛造工法よりも生産性があり、精度のよいヘリカルギアの成形が可能となりました。
本事例は、型技術協会より『2014年技術論文賞』を受賞。
冷間鍛造によるヘリカルギヤの成形(2)
 従来では右写真のようなヘリカルギヤを冷間鍛造で成形しようとすると、完全密閉鍛造となってしまい、金型に高い面圧がかかってしまうため、実質成形する事が不可能でした。
従来では右写真のようなヘリカルギヤを冷間鍛造で成形しようとすると、完全密閉鍛造となってしまい、金型に高い面圧がかかってしまうため、実質成形する事が不可能でした。しかし、弊社の特殊サーボプレスでの二段成形と閉塞ダイセットにより、冷間鍛造による高精度なヘリカルギヤの成形を可能としました。